Challenge
OptoTech specialises in the development of laser-based systems for the semiconductor, wafer, hard disk and medical industries, exporting to Asia and Europe. OptoTech's laser systems are used for marking, inspection, trimming, ablation and cutting of specific materials: titanium, gold, nickel-cadmium, silicone, silicon, stainless steel, aluminium, glass, and a variety of polymers.
The manufacturers of hard disks, wafer substrates and semiconductors have a need for highly accurate surface metrology inspection machines to produce extremely smooth, defect and contaminant free surfaces. However they are currently limited by the resolution of current machinery, and the reduced quality control of off-line batch sampling. OptoTech developed a novel, innovative solution for detecting sub-micronic defects on an area of 100mm in diameter by imaging the entire surface in one frame.
The technology took a few years to develop and proved to the customer with two systems delivered. The technology was then at a point where additional work was required to automate identification of the defect detected. To fast track this stage of the development and gain export momentum, OptoTech needed additional resources to dedicate to the project.
Solution
To speed-up automation of the defect identification technology and proceed with the system trial with a leading computer hardware company, OptoTech commenced a research project facilitated by the STEM+ Business program in collaboration with RMIT. RMIT was selected based on the availability of the skill set required to undertake the very specific development.
OptoTech, under the advice of Prof Arnan Mitchell, engaged Dr Adam Chimes, an RMIT post-doctoral research fellow with a PhD in Nanotechnology, to work on the project. Dr Chimes had an established working relationship with OptoTech as a system design consultant and electronics engineer and had a particular research interest in the developing technology. Dr Chimes was involved with the system development since its early stages, and during the STEM+ Business program his activities were focused specifically on the development of the software for the image processing.
Results
The STEM+ Business project spanned both the commercial and research areas and enabled Dr Chimes to expand his exposure to all stages of commercial development. By observing the overseas operations of OptoTech’s commercial partners, Dr Chimes acquired key insights for future applications and alternative research related to laser-based metrology and control systems.
The OptoTech surface metrology instrument, if implemented in the production cycle, will potentially lower the cost of manufacturing each hard disk drive by 0.14 per cent by making two steps in the current process obsolete and identifying faulty units early in the production cycle.
In addition to lowering manufacturing costs of hard disk drives, the project allowed OptoTech to be recognised as a provider of innovative solutions to the challenges facing the hard disk, wafer and semiconductor industry.
The economic impact of the research and development associated with the technology is valued at $16.8 million, and it's estimated that $4.2 million (or 25 per cent) of the total economic gain accrues to Australia.
"We appreciate the STEM+ initiative, as it provides the opportunity for a small and innovative company – operating in a high-end tech field – to undertake development programs which benefit from the support of university infrastructure and research capabilities, know-how and skills" - Mircea Petre, Director, OptoTech
This program is supported by the Science and Industry Endowment Fund (SIEF).
For further information and to apply, please get in touch with our dedicated STEM+ Business Manager.
Challenge
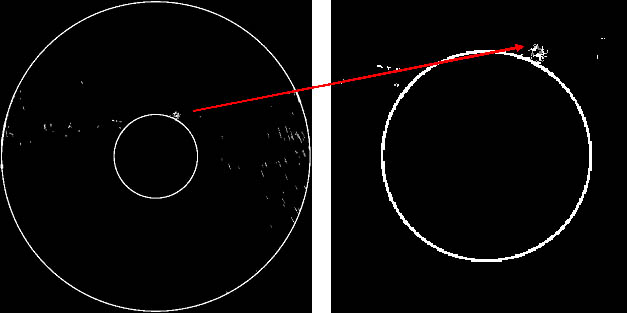
Detection of a 0.1μm deep wrinkle defect using technology fast-tracked by the support of STEM<sup>+ </sup> Business program in collaboration with RMIT ©OptoTech
OptoTech specialises in the development of laser-based systems for the semiconductor, wafer, hard disk and medical industries, exporting to Asia and Europe. OptoTech's laser systems are used for marking, inspection, trimming, ablation and cutting of specific materials: titanium, gold, nickel-cadmium, silicone, silicon, stainless steel, aluminium, glass, and a variety of polymers.
The manufacturers of hard disks, wafer substrates and semiconductors have a need for highly accurate surface metrology inspection machines to produce extremely smooth, defect and contaminant free surfaces. However they are currently limited by the resolution of current machinery, and the reduced quality control of off-line batch sampling. OptoTech developed a novel, innovative solution for detecting sub-micronic defects on an area of 100mm in diameter by imaging the entire surface in one frame.
The technology took a few years to develop and proved to the customer with two systems delivered. The technology was then at a point where additional work was required to automate identification of the defect detected. To fast track this stage of the development and gain export momentum, OptoTech needed additional resources to dedicate to the project.
Solution
To speed-up automation of the defect identification technology and proceed with the system trial with a leading computer hardware company, OptoTech commenced a research project facilitated by the STEM+ Business program in collaboration with RMIT. RMIT was selected based on the availability of the skill set required to undertake the very specific development.
OptoTech, under the advice of Prof Arnan Mitchell, engaged Dr Adam Chimes, an RMIT post-doctoral research fellow with a PhD in Nanotechnology, to work on the project. Dr Chimes had an established working relationship with OptoTech as a system design consultant and electronics engineer and had a particular research interest in the developing technology. Dr Chimes was involved with the system development since its early stages, and during the STEM+ Business program his activities were focused specifically on the development of the software for the image processing.
Results
The STEM+ Business project spanned both the commercial and research areas and enabled Dr Chimes to expand his exposure to all stages of commercial development. By observing the overseas operations of OptoTech’s commercial partners, Dr Chimes acquired key insights for future applications and alternative research related to laser-based metrology and control systems.
The OptoTech surface metrology instrument, if implemented in the production cycle, will potentially lower the cost of manufacturing each hard disk drive by 0.14 per cent by making two steps in the current process obsolete and identifying faulty units early in the production cycle.
In addition to lowering manufacturing costs of hard disk drives, the project allowed OptoTech to be recognised as a provider of innovative solutions to the challenges facing the hard disk, wafer and semiconductor industry.
The economic impact of the research and development associated with the technology is valued at $16.8 million, and it's estimated that $4.2 million (or 25 per cent) of the total economic gain accrues to Australia.
"We appreciate the STEM+ initiative, as it provides the opportunity for a small and innovative company – operating in a high-end tech field – to undertake development programs which benefit from the support of university infrastructure and research capabilities, know-how and skills" - Mircea Petre, Director, OptoTech
This program is supported by the Science and Industry Endowment Fund (SIEF).
For further information and to apply, please get in touch with our dedicated STEM+ Business Manager.
Mr Jason Barkla
SME Business Manager